Este artículo trata sobre torno CNC y las razones por las que el cortador puede fallar en estas máquinas. A nadie le gusta romper los cortadores, pero los principiantes parecen temerlo más. Ese pequeño “tink”, la punta rota del cortador vuela por la habitación, y de repente te sientes infeliz. He ayudado a muchos principiantes aquí en Torno CNC y he ayudado a diagnosticar muchos problemas recurrentes.
Una cierta cantidad simplemente va con el territorio: “¡Rompí este cortador porque su G-Wizard proporcionó avances y velocidades que eran demasiado agresivas para mi máquina!” Siempre trato de llevar estos casos a tierra para que si realmente hay un problema con G-Wizard, puedo recalibrarlo. Me complace decir que no hemos rastreado un problema de cortador roto a G-Wizard en mucho tiempo (¡toque madera!).
Los feeds y las velocidades pueden ser un problema, y hablaremos sobre las posibles formas de tener problemas en una máquina pequeña con Feeds y velocidades, pero surgen muchos otros problemas. Si está rompiendo demasiados cortadores, revise la lista y vea si puede encontrar algunos problemas subyacentes que se puedan curar fácilmente.
Lubricación inadecuada
Ciertos materiales requieren lubricación, ¡no hay problemas, ni más ni menos!
El aluminio es un excelente ejemplo, y la fresa de la derecha está obstruida con aluminio pegajoso.
Si está cortando el aluminio con éxito sin ningún tipo de lubricación, está llevando una vida encantada. Con toda probabilidad, está ejecutando profundidades de corte muy poco profundas en el aluminio y tiene alguna forma de deshacerse de las virutas antes de que entren en contacto nuevamente con el cortador. He visto este trabajo para enrutadores CNC que tienen una buena evacuación de viruta al vacío, pero es difícil cortar mucho aluminio en profundidad sin alguna forma de lubricación. La razón es que el aluminio quiere soldarse a su cortador. En realidad, tiene una afinidad química con el material del que está hecho el cortador, como los imanes muy fuertes atraídos entre sí.
No requiere mucho: un mister puede ser la mejor solución si su máquina no está en un gabinete adecuado. He visto a personas incluso pararse rociando la cortadora con WD40 a intervalos periódicos. Eso puede funcionar, pero es tedioso y no muy consistente. El señor es mejor y no son tan caros.
Avances y velocidades inadecuados
Sí, definitivamente puedes meterte en problemas con avances y velocidades inadecuados. Estás usando una calculadora de Feeds y Velocidades, ¿verdad? ¿Sabes que no puedes escuchar realmente las transmisiones y velocidades adecuadas o sentirlas, a pesar de lo que muchos antiguos usuarios afirman? Supongamos que está utilizando una calculadora. Aún puedes tener algunos problemas dependiendo de la Calculadora. Es poco probable que vayas demasiado rápido si utilizaste una Calculadora correctamente, pero los principiantes muy a menudo van demasiado despacio.
¿Llegar de nuevo? ¿Cómo puede ir tan lento meterme en problemas?
Bienvenido al maravilloso mundo de los puntos de alimentación y velocidades de Sweet Spots, donde es mejor que hayas marcado esa combinación especial “solo escribe” de Goldilocks de Fuentes y velocidades. Aquí está el diagrama de Sweet Spot de nuestro curso gratuito de Feeds and Speed:
Demasiado o muy poco de las rpm del husillo o de la velocidad de avance puede ocasionar problemas. En este caso, las velocidades de avance lentas pueden provocar fricciones debido a que las cargas de viruta son demasiado bajas. Recuerde, la carga de viruta es el grosor de la viruta que el cortador corta cada vez. Si ese grosor es demasiado pequeño en relación con la nitidez del borde del cortador, no puede meterse debajo del chip para cortarlo de manera limpia. Lo frota y lo raspa, lo que genera mucho calor y es duro para la herramienta.
Afortunadamente, la Calculadora G-Wizard te avisará cuando te acerques demasiado al territorio.
Otra forma de meterse en problemas con una calculadora de avances y velocidades es darle demasiada información. Todos hemos tenido jefes que nos administraban demasiado. Quieren controlar cada pequeño detalle. En G-Wizard, cada vez que anulas algo que podría calcular, muestra un pequeño candado:
Si se muestran suficientes candados, G-Wizard está bloqueado, ya no controla suficientes variables para encontrar las mejores respuestas para usted. Los principiantes probablemente deberían tratar de mantenerse alejados de los valores de los candados hasta que comprendan lo suficiente acerca de las Alimentaciones y las Velocidades para saber cuándo es beneficioso tomar más control.

Demasiado agotamiento
La desviación es un problema común para las máquinas CNC pequeñas. El husillo y el portaherramientas tendrán cada uno algún tipo de componente de desviación. Si el portaherramientas involucra una pinza, ésta tendrá su propia desviación.
La desviación no es más que la tendencia de la cortadora a girar un poco descentrada en lugar de exactamente a lo largo de su eje. El problema con la desviación es que cambia la carga de viruta (el grosor de las virutas que se cortan) y fuerza a las flautas por parte de la revolución que sobresale para hacer más que su parte del trabajo. Tener menos flautas en el cortador haciendo mucho más trabajo del que pretendía es, obviamente, una excelente manera de estresarse y, en última instancia, romper el cortador.
Las máquinas y los portaherramientas menos costosos a menudo tienen mucho más desgaste de lo que quisieras. A veces, puede aislarlo a un portaherramientas particular que no se mecanizó bien y solo necesita ser desechado. Afortunadamente, no es difícil medir la desviación. Hemos escrito una serie de artículos sobre el tema que puedes buscar o hacer clic en este enlace para localizarlos.
Una vez que mida el runout, se preguntará “¿Cuánto es un runout demasiado?” No hay una respuesta concisa, todo se suma. Piense en la desviación como si se agregara a la carga de viruta de su cortadora. Cualquiera que sea la carga de fichas recomendada (G-Wizard Feeds and Speed Calculator le dará eso), piense en el Runout como un porcentaje de la carga de fichas. Si es más del 5-10%, es probable que le cause problemas.
¿Qué puedes hacer con respecto al desgaste si tienes demasiado?
Lo primero es medirlo para todos sus portaherramientas y deshacerse de los portaherramientas de ejecución más notorios. Lo siento, sé que cuestan dinero, pero tienen problemas de calidad y los cortadores también son caros. En un portaherramientas que se sospecha que está mal, asegúrese de probarlo con varias boquillas; podría ser solo la boquilla que necesita ser reemplazada.
Si aún no tiene la carrera bajo control, limpie todo meticulosamente. Las virutas y el polvo pueden sumarse a la desviación también.
¿Hiciste todo eso y aún no eres feliz? Bueno, todavía puedes hacer un par de cosas. Primero, puede reducir la carga de chips que está dispuesto a ejecutar en una cantidad igual al exceso de desgaste. Se encargará de romper los cortadores y no es difícil hacerlo si usa una calculadora de avances y velocidades como G-Wizard.
En segundo lugar, puede intentar “sincronizar” sus portaherramientas. Esta es la práctica de rotar el portaherramientas en el husillo antes de apretarlo para que la desviación del husillo y el portaherramientas se contrarresten parcialmente entre sí. Necesitará una marca de referencia en el eje y otra en el portaherramientas para poder hacer esto bien. Marque el portaherramientas de modo que la alineación de la marca del portaherramientas con la marca del eje produzca un desgaste mínimo.
Es un poco difícil hacer esto, pero dará resultados y, a veces, las pequeñas máquinas CNC pueden hacernos trabajar un poco más para obtener nuestros mejores resultados.
Herramienta equivocada: demasiadas flautas
¿Estás guardando aluminio con 4 flautas? Eso va a causar problemas. Las virutas de aluminio terminan siendo más grandes que la mayoría de los otros materiales. No hay suficiente espacio entre las flautas en un cortador de 4 flautas para que las fichas se escapen, por lo que se atascan, se atascan y eventualmente rompen su cortador. Utilice 2 o 3 cortadores de flauta con aluminio, o incluso un cortador de flauta simple. El aluminio fundido puede causar más problemas que el aluminio forjado. Si es demasiado pegajoso y pegajoso, use menos flautas.
Herramienta equivocada: lanzar una fresadora que no es de corte central
No todos los molinos de término CNC (endmills) pueden cortar en su centro. Las flautas tienen que pasar por el centro de la punta. Si el tuyo no puede y lo hundes hacia abajo, no llegará muy lejos antes de que se atasque.
No es lo suficientemente paranoico sobre la eliminación de virutas
Después de la lubricación, lo primero que quiero saber cuando alguien tiene un problema es cómo están limpiando las virutas. Quieres ser extremadamente paranoico con respecto a la limpieza de chips. Imagine que cada chip es una pequeña mina de carburo endurecido que está esperando a astillar y dañar su cortadora. Si eso fuera cierto, trabajarías duro para sacarlos de allí, ¿verdad?
Parecen tan inofensivos, ¿por qué no dejar que se acumulen e ignoren? Después de todo, ya se han cortado y cortado en cubitos para que sean pequeños. Hay varios problemas:
Cuanto más grande es la pila de fichas, más difícil es que las nuevas fichas salgan del camino. ¿Por qué hacer que tu cortador pelee para sacar las fichas del camino?
Si su trabajo material se endurece, el asunto de que cada chip sea una mina terrestre de carburo endurecido está más cerca de la verdad de lo que podría pensar. Definitivamente, usted quiere borrar las fichas de dichos materiales lo mejor que pueda.
Con los avances y las velocidades adecuados, esos chips están eliminando el calor del corte que puede dañar el cortador y también puede hacer que su material crezca debido a la expansión térmica (lo que es malo para la precisión). Sacarlos de allí también ayuda a sacar el calor de allí. Usted quiere que su cortadora obtenga aire fresco y, posiblemente, algo de refrigerante cuando en realidad no se está pelando las virutas. Es difícil que lo consiga si está a la altura de sus orejas en fichas viejas. Esos chips van a explotar y raspar alrededor del corte. Imagina que uno queda atrapado entre el cortador y la pared de corte. Todo lo que no solo es malo para el cortador, también es malo para el acabado superficial de su pieza.
Máquina no lo suficientemente rígida para cortar
Cualquier máquina se moverá si se empuja, nada es infinitamente rígido. Pero las máquinas pequeñas son particularmente flexibles. Es difícil para el cortador hacer su trabajo bien si la máquina se está flexionando por todo el lugar. Dependiendo de en qué dirección empujan las fuerzas de corte, una máquina flexible podría permitir que el cortador sea empujado contra la pared del material, lo que obliga a cortar más profundamente de lo esperado. Esto es común cuando Climb Milling, por ejemplo. Como puede imaginar, cuando eso sucede, la vida del cortador es particularmente difícil y puede romperse.
Hay una respuesta a la falta de rigidez de la máquina (aparte de agregar material para hacer que la máquina sea más rígida, por supuesto). Podemos reducir la potencia de la máquina hasta que las fuerzas generadas en relación con la rigidez de la máquina se equilibren a un nivel más “normal”. Esto minimizará la flexión y permitirá que las cosas se desarrollen más suavemente. La calculadora G-Wizard se puede configurar para realizar automáticamente la reducción de la potencia en función de la rigidez de la máquina.
La configuración no es lo suficientemente rígida para cortar
Si la pieza se desliza porque no se está sujetando lo suficientemente fuerte, es probable que rompa un cortador. Se necesita cierta cantidad de experiencia para saber cómo hacer que sus configuraciones sean lo más rígidas posible, así que esté atento a los trucos del oficio.
La entrada del corte es demasiado áspera
Cuando se maquinan materiales duros, a veces solo es necesario poner en marcha el cortador en el corte. Una entrada demasiado brusca corta el cortador y las cosas van cuesta abajo desde allí. La entrada más suave será una espiral helicoidal, seguida de una rampa hacia abajo, y una caída recta será la más resistente del cortador. Disminuya la velocidad de avance y la velocidad durante la entrada para materiales duros también.
Eje atascado
Si la potencia absorbida por el cortador excede la potencia disponible del husillo, se detendrá el husillo. Esto casi siempre da como resultado un cortador roto, ya que la máquina no tiene idea de que el eje se haya detenido y se sigue alimentando alegremente.
Para evitar que el eje se detenga, deberá asegurarse de utilizar los cálculos de alimentación y velocidad que tengan en cuenta la curva de potencia del eje en la ecuación. La mayoría de los husos, especialmente en máquinas más pequeñas, tienen picos y valles. La máquina puede decir 3 HP en las especificaciones, pero puede estar seguro de que hay ciertos rangos de rpm donde la potencia disponible es mucho menor. Con G-Wizard, las cosas se volverán a marcar automáticamente cuando estés en uno de esos valles y hay menos potencia de eje disponible.
La parte cero es incorrecta
Las máquinas CNC son ciegas, no tienen idea de dónde se encuentra la parte sobre la mesa. Así es su software CAM. Ambos suponen la Parte Cero, las coordenadas 0, 0, 0 en un molino, son las mismas. En otras palabras, el software CAM espera que su idea de la Parte Cero y la forma en que se alinean en relación con ese punto sea idéntica a la forma en que las cosas se configuran realmente en la máquina. Pero ¿y si no lo son? Tienes problemas
Hay varias formas de configurar la Parte Cero, solo asegúrate de usar una que funcione para ti. Mientras está en ello, asegúrese de haber conectado correctamente la máquina cuando la inició.
El desplazamiento de la longitud de la herramienta es incorrecto
La compensación de la longitud de la herramienta es muy parecida a la parte cero. La Máquina no tiene idea de dónde está la punta de la herramienta más que lo que le dices para el Desplazamiento de la longitud de la herramienta. Con varias herramientas, realmente debería estar configurando su Tabla de herramientas correctamente con estas longitudes. Incluso si tocas todas las herramientas, asegúrate de que estén hechas correctamente. Si la punta es media pulgada más baja que las cosas de la máquina, ese cortador no tendrá una vida larga y feliz.
Material desconocido
Con frecuencia se llama a los profesionales para lo que se denomina “Trazabilidad”. Tienen que poder demostrar que el material del que forman parte es el material especificado. Los aficionados a menudo escudriñan material. Se acumula, quizás no esté bien marcado, quizás nunca supimos realmente lo que teníamos en la papelera, solo una vara de buen aspecto que es claramente una especie de acero. Era barato, por lo que asumimos que es probablemente acero barato, quizás un acero suave de algún tipo. Lo pegamos en la máquina y ahí es donde comienza el problema, ya que descubrimos que a pesar de hacer todo lo que deberíamos, estamos rompiendo de repente los cortadores. Quizás el material sea más duro de lo esperado. Tal vez ese acero “suave” de apariencia ordinaria sea realmente un desagradable grado de acero inoxidable que se endurece si lo miras de forma divertida.
Si se encuentra con un material desconocido, al menos puede establecer la categoría amplia con bastante éxito, ¿es acero? ¿Aluminio? ¿Latón? Y así. Si es de acero pero no magnético, es muy probable que sea de acero inoxidable. Si está cortando mal, seleccione un material en su Calculadora de avances y velocidades que sea de la misma familia pero que sea bastante difícil. Reduzca la velocidad de sus rpm y utilice un cortador de carburo.
Eso a menudo te ayudará a superarlo.
Demasiado contragolpe
Hemos hablado sobre el desgaste, la rigidez de la máquina y la rigidez de la configuración como formas en que el movimiento no deseado puede arruinar un corte. La reacción es otra. Siempre tenga en cuenta la cantidad de contragolpe que tiene su máquina. Verifíquelo cada pocos meses o cuando haya signos de problemas. Las tuercas dobles en sus husillos de bolas pueden necesitar un ajuste. Para el tipo de corte correcto (Climb Milling, cualquiera), el cortador puede ser absorbido más profundamente en el corte por Backlash con resultados predeciblemente infelices.
Diagnosticar y eliminar el retroceso puede ayudarlo a minimizar estos problemas.
Demasiada deflexión de la herramienta
He guardado uno de los mejores para la última desviación de la herramienta. Si aplicamos fuerza a la herramienta, se doblará, no tanto como, pero en espíritu similar a esto:

Como se mencionó con algunos de los otros problemas de flexión y flexión, la naturaleza exacta de la curva variará, pero puede hacer que el cortador sea empujado hacia un corte más profundo contra la pared del material. Además, hay otros efectos secundarios negativos:
Es aditivo a la carga de viruta y al desgaste y puede romper una herramienta a toda prisa. Vea a continuación para más sobre eso.
¿Alguna vez dobló el clip de papel demasiadas veces hasta que se rompió? La deflexión de la herramienta hace lo mismo con una fresadora. Una vez por rpm se desvía en una dirección particular. Eso es mucho doblado y acortará la vida útil de la herramienta.
La deflexión es como golpear el lado de la fresa con un pequeño martillo una vez por rotación. Imagina la vibración que provoca. Si sucede que resuena con el resto de lo que está sucediendo, obtienes lo que se llama “Chatter”. Chatter arruina el acabado de la superficie y destruye la vida útil de la herramienta. Si la herramienta no se desvía, no puede haber charla.
La deflexión significa inexactitud. Una fresadora no puede cortar con precisión si se desvía lejos de donde el código g espera que esté.
Efectos secundarios sorprendentes. Una vez vi un caso en el que la desviación permitía que se formara una pequeña pared al hacer un bolsillo que impedía que el refrigerante entrara en el corte. El cortador se rompió poco después.
La desviación de la herramienta es manejable, especialmente si usa una calculadora de avances y velocidades que está configurada para lidiar con ella, como nuestro software G-Wizard. Cuanto menor sea el diámetro del cortador y cuanto más largo sea el cortador en relación con ese diámetro, es más probable que tenga problemas de desviación de la herramienta. Afortunadamente, tenemos un gran artículo que lo guía a través de qué hacer con respecto a la herramienta de desviación.
Herramientas minúsculas
Naturalmente, cuanto más pequeña sea la máquina, más probabilidades hay de que corra cortadores pequeños. Y esos cortadores son delicados. Una vez que obtiene por debajo de 1/8 “de diámetro, la física de cómo funciona el cortador comienza a cambiar. Le remito a nuestra guía de Micromachining para comprender más sobre lo que está sucediendo en ese ámbito.
Últimas palabras en los cortadores de última hora
Mira, los cortadores se van a romper de vez en cuando. Pero al analizar los diversos problemas que hemos planteado aquí, puede minimizar enormemente la probabilidad. Todavía hay más consejos disponibles para diversas situaciones especializadas, como enrutadores CNC y aluminio, micro-fresado con cortadores muy pequeños, o tratando de cortar materiales difíciles con una pequeña máquina CNC.
Todo es factible y encontrará que una vez que conozca las técnicas, no rompa muchos cortadores.
Siempre me preguntan cómo configurar las calculadoras de velocidad y alimentación de G-Wizard para máquinas pequeñas que no son muy rígidas. La gente sabe intuitivamente (o después de descubrir el camino difícil) que estas máquinas a menudo no pueden manejar los avances y las velocidades que son tan agresivas como otras máquinas más pesadas.
G-Wizard tiene un conjunto bien diseñado de características que están diseñadas específicamente para hacer frente a las limitaciones de las máquinas CNC pequeñas o no muy rígidas. Lo que hay que tener en cuenta es que cuando un cortador está girando a las velocidades y avances correctos, pero antes de que el cortador entre en el material, este no cortará la diferencia, ya que no se sabe si está siendo hilado por un VMC industrial elegante o Un enrutador CNC ligero de bricolaje.
¿Cuál es entonces la diferencia y cómo debemos explicarla?
Las diferencias entran en juego cuando el cortador comienza a cortar, y se dividen en tres categorías:
El husillo y los portaherramientas en la máquina liviana pueden no estar hechos tan precisamente como en el VMC industrial. La medida principal de esto se llama desviación, y es básicamente una medida de cuán lejos de un círculo verdadero está girando el cortador. Siempre que el eje del cortador no esté exactamente en el eje del husillo, se produce una desviación. El desgaste excesivo es muy difícil para la vida de la herramienta.
La potencia disponible en la máquina liviana casi seguramente será mucho menor que la potencia disponible para el CNC industrial. Si los requisitos del corte superan la potencia disponible, el eje se atascará y la cortadora probablemente se romperá.
El bastidor de la máquina liviana no es tan rígido como la máquina grande, por lo que se desvía cuando las fuerzas de corte se transfieren al bastidor de la máquina. Esta desviación o flexión puede hacer que la herramienta se vea obligada a cortar demasiado profundamente, a vibrar, o simplemente puede hacer que el corte sea impreciso y de pobre acabado.
También es probable que existan otras diferencias, como la disponibilidad de refrigerante de inundación o la rigidez de la sujeción, pero mantengámonos en nuestro gran 3 como lo más importante para ajustar las alimentaciones y velocidades para que se ajusten a las capacidades de su máquina.
Compensación por Runout
En el caso # 1, el desgaste del husillo y el portaherramientas, tenemos que confiar en que no está mal, por ejemplo, muy por debajo de la milésima de pulgada. Puedes medir la carrera con bastante facilidad, si tienes curiosidad. Si descubres que estás continuamente rompiendo con los cortadores, especialmente si son pequeños, vale la pena mirar la desviación.
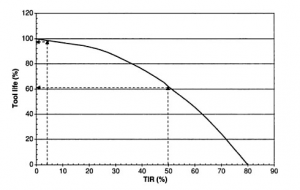
Runout versus Tool Life …
Idealmente, la desviación medida debe ser inferior al 20-30% de la carga de viruta para el cortador que estás utilizando. Por ejemplo, una fresa de carburo de 1/2 “tiene una capacidad de carga de viruta de 0.0143” por defecto en G-Wizard. Puedes leer eso en la fila “Mfg”. Por lo tanto, la desviación máxima para ese cortador es algo así como 0.0029 ″. Sin embargo, si nos fijamos en un cortador de 1/8 “, la carga del chip se convierte en 0.0115” y la desviación máxima será de 0.002 “. Cuanto más pequeño sea el cortador, más sensible será la desviación.
A menos que tenga curiosidad o tenga razones para creer que tiene un problema de ejecución, confiamos en que todo está bien allí. Recuerdo una tarde rompiendo 5 molinos pequeños en rápida sucesión. Sabía que tenía un problema de ejecución después de que se rompiera el tercero. Los números 4 y 5 implicaron el intercambio de diferentes mandriles ER collet para ver si el nuevo con el que empecé era malo. Después de que se rompió el quinto, saqué mi indicador de prueba de dial para averiguar qué estaba pasando realmente. Resultó que todos los Collect Chucks estaban bien, pero tenía una nueva marca ER32 que tenía aproximadamente tres milésimas (0.003 ″) de runout. Ese fue el culpable!
Los portaherramientas y las pinzas son a menudo la fuente de problemas de desgaste. También puede medir el descentramiento de su cono del husillo con un DTI para verificar el huso. Los enrutadores CNC más económicos tienen un mandril de sujeción fijo que no se puede cambiar. En su caso, mida el cono interior contra el que se monta la pinza e intente cambiar las pinzas para ver si los problemas de desviación desaparecen. Si no es así, tiene un problema con el husillo que va a superar la habilidad de la mayoría de los principiantes para solucionar.
Asegurarse de que haya suficiente potencia del husillo disponible
G-Wizard limita automáticamente la velocidad y la alimentación a los límites de potencia del husillo establecidos en el perfil de la máquina. Sin embargo, la mayoría de los husos no tendrán el mismo poder en todas las rpm. Tendrán una curva de potencia.
SpindleVFD
Debido a eso, G-Wizard tiene la capacidad de variar el límite de potencia en función de las rpm. El último enlace indica cómo configurar la función, y es muy útil.
En algunos casos, es posible que todavía encuentre puestos de cabezal. Esto es probable porque su motor no emite la potencia que se anuncia. Tal vez su calificación sea optimista o el cinturón se deslice un poco. Lo mejor que puede hacer es registrar la potencia calculada requerida para el corte estancado y hacer retroceder la curva de potencia del G-Wizard por debajo de ese número en las rpm indicadas. Por lo general, las calificaciones son bastante cercanas, y de esta forma cubrirás rápidamente cualquier inexactitud.
Compensación por rigidez de la máquina
Los VMC industriales pesan miles de libras, pero las piezas de tamaño real que pueden mecanizar pueden no ser mucho más grandes que las de un router CNC de escritorio de tamaño mediano. Claramente esos miles de libras hacen algo por el VMC que la pequeña máquina no está obteniendo, y ese algo es la rigidez de la máquina.
La potencia del husillo (HP en Imperial y KW en métricas) es una medida de cuánta potencia tiene la máquina para tratar de desviar el marco de la máquina. No solo va a la desviación, también va a cortar, pero tomemos el peor de los casos aquí. En el mundo industrial, la relación entre el peso de la máquina y la potencia del husillo es bastante predecible.
¡Con las alimentaciones y velocidades correctas y sin demasiada potencia de husillo, las pequeñas máquinas CNC son capaces de obtener resultados sorprendentes!
Quiero terminar con algunas palabras de aliento para los propietarios de máquinas pequeñas. Como dije, puedes hacer casi cualquier cosa con estas máquinas si eres paciente. He visto muchos proyectos fabulosos realizados en ellos en algunos de los materiales más desafiantes, como el titanio. He hablado con numerosos propietarios de máquinas pequeñas como Sherline, Taig, Shapeoko y Carbide3D Nomad. Usando las técnicas que he descrito, encontraron que sus máquinas se comportan bien y son predecibles.
Este artículo fue tomado y traducido desde https://www.cnccookbook.com/15-reasons-cutters-get-broken-on-small-machines/
Ponerse en contacto con CNC Sur, la opción de última tecnología en Chile.